Techniek van koudedruklassen (met diagram)
Na het lezen van dit artikel leert u over de techniek van kouddruklassen met behulp van geschikte diagrammen.
Bij koud lassen of koud-druklassen worden de materialen in de vorm van een lap of stootverbinding bij kamertemperatuur samengevoegd door alleen druk uit te oefenen. Om een dergelijk gewricht succesvol te maken, is het essentieel dat een van de te verbinden onderdelen een hoge ductiliteit heeft en geen overmatige uitharding door het werk vertoont.
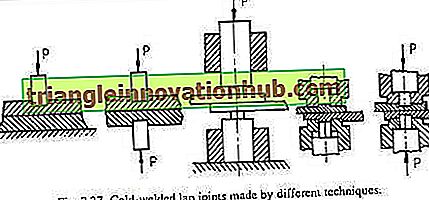
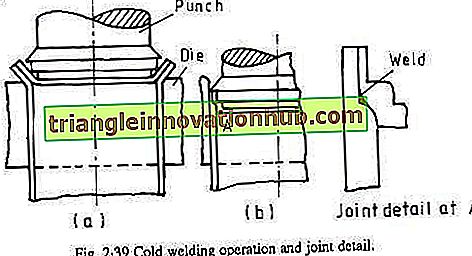
De onderdelen die moeten worden verbonden door kouddruklassen worden grondig schoongemaakt door ontvetten, draadborstelen en schrapen om alle verontreinigingen op de oppervlakken te verwijderen. Bij laplassen kan de plaatdikte variëren van 0-2 tot 15 mm en de verbinding wordt beïnvloed met behulp van een enkele of dubbele matrijs en de voegvorm varieert overeenkomstig zoals getoond in Afbeelding 2.37. De matrijsstraal varieert met de dikte van het werkstuk en de ruwe regel is r = (1- 3) t waarbij t de plaatdikte is.
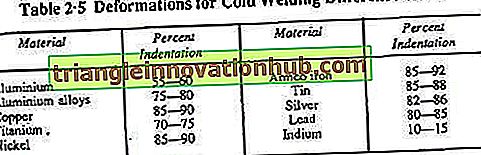
De hoeveelheid vervorming is een belangrijke factor bij kouddruklassen en hangt af van de eigenschappen en dikte van het metaal, evenals van het type verbinding en oppervlakvoorbereiding. Tabel 2-5 toont het percentage inkeping voor succesvol koud lassen van verschillende metalen.
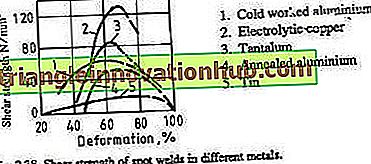
Zowel puntlassen als naadlassen kunnen worden gemaakt. Afschuifsterkte als een functie van puntlassen is een deel van de metalen die wordt getoond in Fig. 2.38. Dezelfde las kan worden gemaakt door de matrijs over de gehele lengte van de naad te dwingen of door een rol te gebruiken. Aan het eind van de vervorming moet de matrijsdruk voor koper en uitgegloeid aluminium respectievelijk 1960 N / mm2 en 290 tot 580 N / mm2 zijn.
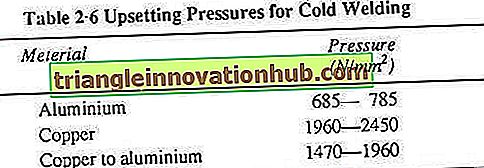
Stuiklassen kunnen worden gemaakt door koud lassen van kunststof metalen zoals koper, aluminium, aluminiumlegeringen, lood, tin, cadmium, nikkel en titanium in staaf-, strip- en draadvormen. De drukken die nodig zijn voor het maken van koude lassen in sommige metalen worden gegeven in tabel 2.6 en de druk die nodig is om ze in getande klemmen vast te houden, moet 50% en 80% hoger zijn dan de smeeddrukken voor respectievelijk aluminium en koper.
Stuiklassen hebben meestal een hogere sterkte dan het moedermetaal, omdat de verbinding gehard is. De snelheid waarmee de druk wordt uitgeoefend, heeft echter geen effect op de eigenschappen van de lasverbindingen en daarom kan met hoge snelheid worden gelast. Krachtpersen voor stootvoegen tot 700 mm 2 in aluminium worden in de industrie gebruikt.
Commerciële toepassingen van koud lassen omvatten koppelingen, zoals weergegeven in Fig. 2.39 voor het verpakken van voedsel, het sluiten van aluminium kabelmantels en kasten met halfgeleiderelementen, lap- en stootverbindingen van draden en rails voor elektrolysecellen, communicatielijnen en trolleydraden .
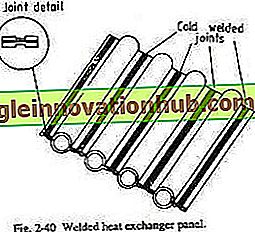
Een typische toepassing van kouddruklassen is de vervaardiging van warmtewisselaars voor koelkasten waarbij het proces wordt gebruikt voor het maken van integrale buisvormige doorgangen in bladen van grote afmetingen, zeg tot 2500 mm x 380 mm, zoals getoond in Fig. 2.40.